- Home
- About Us
- Products
- MS / SS Reboiler
- MS / SS Industrial Blender
- Self-supported Chimney
- Effluent Treatment Plant
- Water Treatment Plant
- MS & SS Reactor With Limpet Coils
- MS & SS Reactor With Jacket
- MS Reactor
- SS Reactor
- Tubular Reactor
- MS Autoclave
- SS Autoclave
- SS Horizontal Storage Tank
- MS Horizontal Storage Tank
- SS Vertical Storage Tank
- MS Vertical Storage Tank
- Aluminium Storage Tanks
- SS Horizontal & Vertical Measuring Tanks
- MS Horizontal & Vertical Measuring Tanks
- SS Vacuum Receiver / Air Receiver Tank
- MS Vacuum Receiver / Air Receiver Tank
- Shell And Tube Heat Exchanger
- Fin Tube Heat Exchanger
- U Tube Heat Exchanger
- Fractional Distillation Column
- Vacuum Distillation Column
- Industrial Blender
- Updates
- Gallery
- Contact Us
Shell Tube Exchanger Exporter From India To Saudi Arabia


Details of Shell And Tube Heat Exchanger
Large-Scale Industrial Systems
We supply thermal transfer equipment manufactured for continuous operation in power plants, chemical zones, HVAC systems, and oil refineries. These shell and tube units manage high-volume heat exchange between fluids under pressure or varying temperatures. Our systems use seamless tubes, multi-pass layouts, and high-grade shell materials to optimize flow turbulence and thermal conductivity ensuring consistent cooling or heating in demanding conditions like those across Saudi Arabia’s industrial zones.
High-Pressure and High-Temperature Environments
With the firm providing shell and tube heat exchangers built to ASME and TEMA standards, each model resists pressure fluctuations, fouling, and thermal fatigue during 24/7 cycles. Our units are made from stainless steel, carbon steel, or alloy compositions, selected to handle specific fluids such as hydrocarbons, process gases, brine, steam, or wastewater from oil refining and petrochemical sectors.
Refineries and Cooling Utilities Across Saudi Arabia
We support desalination plants, fertilizer units, cement factories, food processing lines, and compressor cooling systems in cities like Dammam, Riyadh, and Jeddah. These products are extensively used in industrial applications across Saudi Arabia that require consistent temperature control.
With the firm offering full engineering support, clients receive assistance with tube count, baffle spacing, pass arrangement, nozzle positioning, and material selection for specific flow media and operating conditions.
Offered Product

Shell And Tube Heat Exchanger
Shell & Tube Heat Exchanger (Single Pass To Multiple Pass)Shell & Tube Heat Exchanger Are The Most Widely Used And Are Among The Most Widely Used And Are Among The Most Effective Means Of Heat Exchange. A Shell & Tube Heat Exchanger Is A Device Where Two Working Fluid Exchange Heat By Thermal Contact Using Tubes Housed Within A Cylindrical Shell, Which Is Fabricated By MS And SS As Per The Compatibility Of Fluid.Key Features:Large Heat Transfer Area: Shell & Tube Heat Excha... Read moreShell And Tube Heat Exchanger Supplier In Riyadh
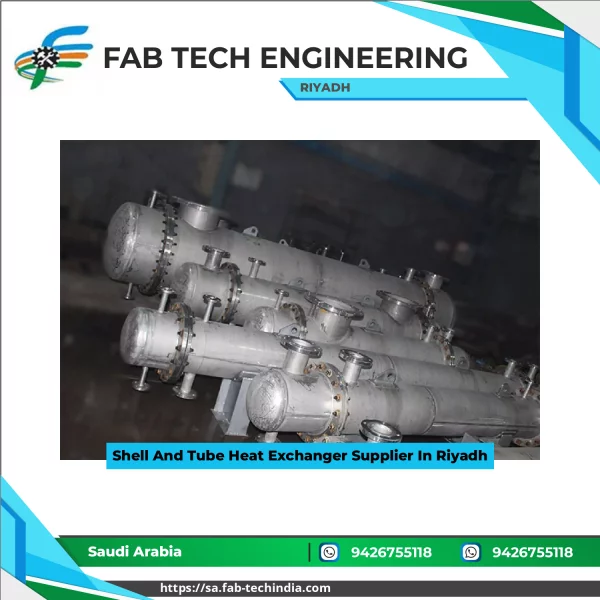
We Are A Noteworthy Manufacturer And Exporter Of Shell And Tube Heat Exchangers In Riyadh, Specializing In Cutting-edge Thermal Management Solutions Customized For Diverse Oil, Gas, And Industrial Requirements. With Specialized Trade Experience, We Skillfully Engineer Robust Heat Transfer Systems That Ensure Smooth Energy Exchange And Precise Temperature Regulation For Complex Processing Environments. By Utilizing The Latest Thermal Design Software And High-grade Alloys, We Ensure Outstanding Li Continue
Shell And Tube Heat Exchanger Manufacturers In Buraydah
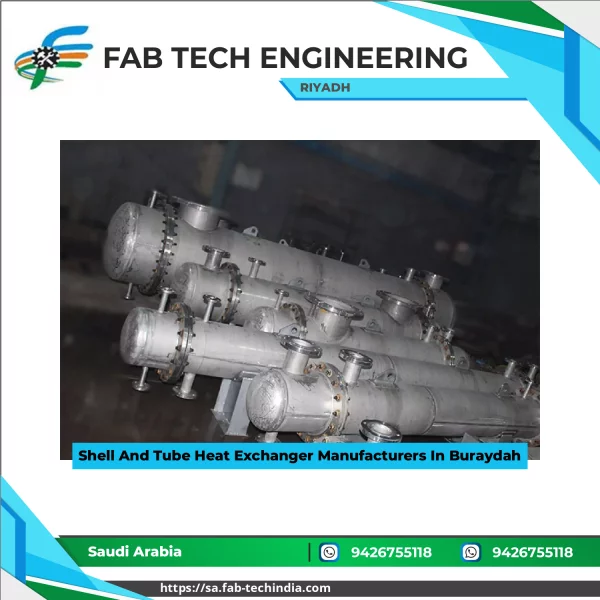
We Are A Major Supplier And Coordinator Of High-performance Thermal Transfer Systems, Offering Precision-engineered Shell And Tube Heat Exchangers Built For The Demanding Oil Refining, Chemical Processing, And Industrial Cooling Setups Within Al-Qassim.AdvantagesHigh-Pressure Resilience: Heavy-duty Cylindrical Design Safely Manages Extreme Thermal Expansion And High-velocity Fluid Pressures.Optimized Fluid Routing: Advanced Internal Baffle Spacing Maximizes Liquid Turbulence, Acceleratin Continue
Shell And Tube Heat Exchanger Exporter In Makkah

Shell And Tube Heat Exchanger Saudi ArabiaWe Are Manufacturing High-performance Shell And Tube Heat Exchangers In Saudi Arabia, Engineered To Provide Efficient Thermal Transfer In Diverse Industrial Processes. These Exchangers Are Manufactured With Durable Materials To Withstand High Pressure, Corrosive Environments, And Continuous Usage In Heavy-duty Operations.Robust ConstructionOur Firm Offers Shell And Tube Exchangers That Feature Strong Tubes Enclosed In A Protective Shell, Ensuring M Continue